- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Как работи машината за лазерно заваряване?
2023-07-19
Лазерно заваряванепредлага разнообразие от предимства, включително прецизен контрол, високи скорости на заваряване, минимално термично изкривяване и възможност за заваряване на сложни геометрии. Обикновено се използва в индустрии като автомобилостроенето, космическата индустрия, електрониката и производството на бижута, където се изисква висококачествено и ефективно заваряване. И така, как работи лазерният заваръчен апарат?

Лазерният заварчик използва фокусиран лазерен лъч с висок интензитет, за да съединява или слепва метали. Процесът включва следните стъпки:
Лазерно генериране: Машините за лазерно заваряване използват лазерен източник за генериране на силно фокусиран лъч светлина. Най-разпространените видове заваръчни лазери са твърдотелни лазери, фибро лазери и CO2 лазери.
Доставяне на лъч: Лазерният лъч се доставя до детайла с помощта на различни методи като огледала или оптични кабели. Лъчът се насочва точно към зоната, която ще се заварява.
Фокусиране: Лазерният лъч преминава през фокусираща леща, която стеснява и концентрира лъча до малък размер на петна. Този фокусиран лъч помага да се постигне висока енергийна плътност в точката на заваряване.
Подготовка на материала: Подготовка на метала за заваряване, като се уверите, че повърхностите са чисти и правилно подравнени. Частите обикновено се затягат или закрепват, за да се поддържа желаното позициониране по време на процеса на заваряване.
Процес на заваряване: Когато лазерният лъч е точно фокусиран върху детайла, високата енергийна плътност нагрява метала, което го кара да се стопи и да образува разтопен басейн. Входящата топлина е локализирана и контролирана, като се минимизира топлинното изкривяване на околния материал.
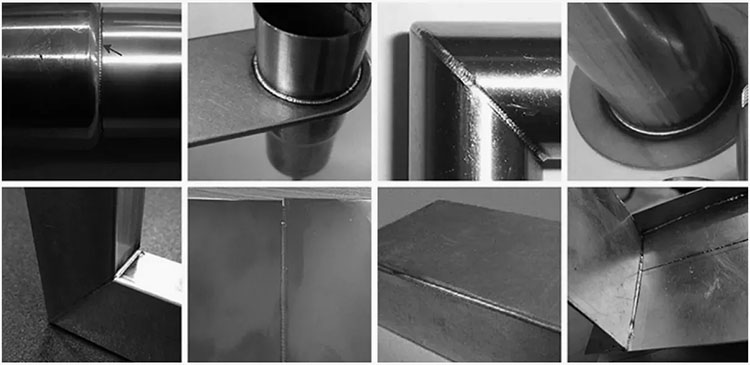
Образуване на заваръчен шев: Докато лазерният лъч се движи покрай съединението, разтопеният метал се втвърдява и се образува заваръчен шев. Движението на лазерния лъч може да се контролира от роботизирана ръка или CNC система, за да следва желания път на заваряване.
Охлаждане и втвърдяване: След преминаване на лазерния лъч, засегнатата от топлина зона се охлажда и разтопеният метал се втвърдява, за да образува силна връзка между заваръчните материали. Могат да се използват подходящи техники за охлаждане, за да се контролира скоростта на охлаждане и да се намали рискът от изкривяване или скъсване.